Ennen varsinaisen hiontatyön aloittamista on varmistettava
käsiteltävän pinnan puhtaus, lämpötila, suhteellinen
kosteus. Ajoneuvo tai sen osa tulee saattaa käsittelylämpötilaan
ajoissa, jotta kosteutta ei pääse työstettävälle
pinnalle syntymään. Esikäsittelyjen jälkeen pinta
pyyhitään vielä rasvaa ja silikonia poistavalla liuottimella.
Peltipinnan vaurion yhteydessä muodostuu yleensä ruostetta, joka
poistetaan esim. suihkupuhdistuksella tai hiomalla erilaisilla ruosteenpoistoon
tarkoitetuilla laikoilla ja -pyöröillä.

Hiontamenetelmät voidaan karkeasti jaotella käsi- ja konehiontaan.
Käsihionnalla tarkoitetaan käsin suoritettavaa hiontaa, joka voidaan
suorittaa myös hiontatukea apuna käyttäen. Konehionnalla
tarkoitetaan hiontaa, jossa hionnan apuvälineenä
käytetään erilaisia koneita mm. tasohiomakonetta. Molempia
menetelmiä voidaan käyttää kuiva- ja märkähionnan
yhteydessä. Hiottavien materiaalien kehittymisen myötä yleisin
hiontamenetelmä on nykyisin kuitenkin kuivahionta. Märkähiontaa
käytetään yleensä silloin, kun hionta pitää saada
suoritettua ennen kuin maali on varsinaisesti hiontakuivaa
kuivahiontamenetelmillä.
Hiontamenetelmät voidaan myös jakaa työvaiheittain seuraavasti:
Pohjahionnalla
tarkoitetaan lähinnä pohjatyövaiheessa tapahtuvia
ruosteenpoiston-, loivennuksen-, kittausten ja hiontaa sekä
ensimmäistä tartuntaa parantavaa hiontaa.
Välihionnalla
tarkoitetaan pinnan tasoittamiseen sekä mattaukseen tarkoitettuja
hiontoja, jotka suoritetaan pohjamaalauksen ja hiontamaalauksen jälkeen
tai pintamaalauskerroksien välissä.
Pintahionnalla
tarkoitetaan viimeistelyhiontaa, joka suoritetaan ennen kiillotusta.

Hiontanesteenä käytetään yleensä vettä, mutta
se voi olla muutakin ainetta kuten petroolia tai tärpättiä.
Hiontanesteen tarkoitus on vähentää kitkaa hiottaessa. Se
estää myös tehokkaasti hiontapölyn siirtymistä
työtilan ilmaan. Hiomapaperin tulee olla hiontanesteen
kestävää. Nykyään märkähionnan
käyttökohteet ovat useimmin väli- ja pintahionnat. Vesi
väliaineena mahdollistaa hiontatyön onnistumisen, vaikka hiottava
pinta ei ole ns. hiontakuiva. Pinnan tulee olla tällöin
vähintään kosketuskuiva. Sen lisäksi tulee varmistaa,
että vesihionta sopii kyseiselle pinnalle ja tuotteelle.
Ennen hiontatyön aloittamista on hyvä varmistaa kaikki
työvälineet ja
materiaalit saataville.
Hiontatyöhön tarvitaan vähintään astia, sieni tai
nestettä sitova hiomamateriaali, hiomatuki ja tietysti hiomapaperia. Apuna
voidaan käyttää myös
paineilmalla toimivaa
hiomakonetta, jonka
tulee olla roiskevesitiivis. Sähköllä toimivien hiontakoneiden
käyttö on ehdottomasti kiellettyä sähkötapaturmavaaran
vuoksi.
Hiontatyössä on tärkeintä pitää hiottava pinta
riittävän
märkänä hiontanesteestä sekä tarkistaa nesteen
puhtaus riittävän usein. Riittävä hiontanesteen
käyttö varmistaa sen, että paperi ei tukkiudu sekä
vahingoita mahdollista herkkää maalipintaa. Hiontanesteen puhtaudella
tarkoitetaan sitä, että joukkoon ei pääse
epäpuhtauksia kuten hiekkaa. Erittäin tärkeää on
myös poistaa hiontajäte märkänä mahdollisimman hyvin,
jotta tartuntaongelmilta vältyttäisiin. Varsinkin lakkauskerroksien
väleissä suoritetuissa pintahionnoissa on syytä
kiinnittää erityisen suurta
huomiota
hiontajätteen poistoon, koska hiontajäte ei sula nykyaikaisiin
lakkoihin. Hiottaessa käsin tai koneellisesti työmenetelmät ovat
muilta osin samoja kuin kuivahionnassa käytettävät
menetelmät.

Ajoneuvoa tarkistettaessa kartoitetaan
korroosiovauriot
sekä mahdolliset painaumat korirakenteissa. Epäselvät painaumat
ja muut mahdolliset vauriot
merkitään
väriliidulla. Hionta-alueen ulkopuolelle jäänyt väriliidun
jälki tulee poistaa hiomalla tai pyyhkimällä liuottimella, jotta
tartunta- ja läpilyöntiongelmia ei myöhemmin muodostuisi.
Maalaamoiden varustukseen ei välttämättä kuulu
suihkupuhdistuslaitteita, joten silloin ruosteenpoisto suoritetaan
hiontavälineistön avulla. Tällöin ruosteenpoisto on
yleensä ensimmäinen hiontatyötä vaativa kohde.
Merkintöjen jälkeen suojataan kipinävaaralta ikkunat ja muut
materiaalit, jotka saattavat vaurioitua kipinäsuihkusta. Vauriopaikka
voidaan rajata suojateippauksella vähintään kahdella
päällekkäisellä maalarin- tai ilmastointiteipillä.
Tällä vältetään lievät hiontavauriot
vahingoittumattomalle osalle.
![]()
![]()
Lähiympäristöstä tulee poistaa palavat ja
räjähtäen palavat materiaalit. Esikäsittelytilan lattiat ja
suojauksessa käytettävät suojapaperit voidaan
käsitellä esim. kastella vedellä ja muu
lähiympäristö palamattomalla materiaalilla. Lähelle tulee
varata riittävä sammutuslaitteisto.
Aina korroosio ei ole puhkaissut maalipintaa, joten avaus voidaan suorittaa
käsityövälinein mm. puukolla tai kaapimella. Tässä
vaiheessa paljastuu usein mittavampi vahinko, joka saattaa vaatia myös
koripeltisepän työpanosta. Mikäli vahinko on korjattavissa
kitein voi automaalari jatkaa ruosteenpoistoa suunnitelmien mukaisesti.
Ruostetta voidaan usein tämän jälkeen poistaa
konetyövälinein. Laikkahiomakoneet ovat suunniteltu karkeaan
työstöön. Näin ne soveltuvat erinomaisesti myös
ruosteenpoistoon. Paineilmalla toimivat laikkahiomakoneet vaativat noin 4 - 7
baarin käyttöpaineen sekä niiden ilmankulutus on noin 100 - 200
l/minuutissa. Ennen hiontatyön aloittamista varmistetaan sekä
henkilökohtaisten että koneisiin liitettävien
suojavälineiden toimivuus. Hionnalla pyritään poistamaan ruoste
kauttaaltaan
pinnalta, jolloin pinta saatetaan haluttuun ruosteenpoistoasteeseen.
Pöly poistetaan hiontojen välissä pinnalta paineilmapistoolilla.
Hionnan jälkeen pinta tarkistetaan silmämääräisesti.
Hiottu alue on yleensä tässä vaiheessa suurempi ja
suojateippausta joudutaan korjaamaan. Mikäli ruoste on saatu poistettua
haluttuun ruosteenpoistoasteeseen, voidaan edetä seuraavaan
työvaiheeseen.
Seuraava työvaihe on hiottujen kohtien maalipintojen
loiventaminen
hiomalla esim. epäkeskohiomakoneilla. Paineilmalla toimivat
epäkeskohiomakoneet vaativat noin 5 - 6 baarin käyttöpaineen
sekä ilmankulutus on noin 150 - 250 l/minuutissa. Mikäli pinta ei ole
pahasti vaurioitunut voidaan loiventamalla saada pinta pohja- ja
hiontamaalauskelpoiseksi ilman kittausta. Tällöin loivennus
pitää suorittaa siten, että jokaisen käytetyn
maalikerroksen väliin jää vähintään noin 20 mm:n
maalikerros seuraavaan maalikerrokseen. Tällöin pohjavaurio ei ns.
peilaa hiontamaalin alta. Hiomapaperin karkeutena käytetään
tällöin välillä P60 - P240 karkeuden omaavia
hiomapyöröjä tai -papereita. Hiontatyössä
siirrytään luontevasti karkeasta paperista hienompaan. Näin
siirtymäalueiden korkeusero ei aiheuta ongelmia seuraavissa
työvaiheissa.
Vaurion ollessa suuri ei
loivennuksella
pelkästään päästä haluttuun lopputulokseen.
Vaikka loivennushionnalla ei päästä ilman kittausta
hiontamaalaustyövaiheeseen, se vaikuttaa kittauksen ja maalauksen
onnistumiseen mm. tartunnan osalta. Tästä syystä se on aina
suoritettava vaurioituneelle osalle ja siksi myös kitattava pinta hiotaan
aina riittävän laajalta alueelta.
Kittauksen hionnassa
voidaan epäkeskohiomakoneiden lisäksi käyttää apuna
mm. tasohiomakoneita. Loivennushionnalla pyritään myös
poistamaan karkeampia hiontajälkiä pinnalta sekä mahdollistamaan
kittauksen siirtyminen maalatulle pinnalle niin, että
siirtymää ei
näy pintaa peilattaessa.
![]()
![]()
Kittauspaikkojen ja muiden vauriokohtien hiontojen jälkeen
siirrytään koko maalipinnan hiontaan
kauttaaltaan. Tämän hionnan tarkoituksena on antaa riittävä
tartunta mahdollisille pohja- ja hiomamaalipinnoille. Hiomapaperin karkeus
tulisi tässä vaiheessa olla mieluummin vähintään P400,
koska ajoneuvon korit maalataan erittäin harvoin ylimaalauksessa
kauttaaltaan hiomamaalilla. Tällöin hieno hiontakarkeus helpottaa
varsinaisen välihionnan tekemistä tavallista ylimaalausta
suoritettaessa. Tässä vaiheessa hiontatyö suoritetaan käsin
sekä epäkeskohiomakoneella hioten. Hionta tulisi suorittaa
erittäin huolellisesti "mattaamalla" pinta kauttaaltaan, jotta
pohja- tai hiontamaali saisi mahdollisimman hyvän tartunnan.
![]()

Pohja- tai hiontamaalin kuivuttua voidaan pinnalle suorittaa
välihionta. Välihionta suoritetaan
käsi ja
konehiontana. Koneena
käytetään yleisimmin epäkeskohiomakonetta ja
hiomamateriaalina hiomapaperia. Ennen välihiontaa kannattaa ainakin
koripinnoilla käyttää kontrollimaalausta, jolloin hiottaessa
mahdolliset pohjatyövirheet havaitaan helpommin. Valitun pintamaalityypin
mukaan välihiomapapereiden karkeudet vaihtelevat välillä P400 -
P800. Maalattaessa kaksikomponenttisilla liuoteohenteisilla MS- tai
HS-akryylipintamaaleilla välihionta voidaan suorittaa karkeimmillaan P400-
papereilla. Kun taas maalattaessa normaaleilla liuoteohenteisilla polyesteri-
tai vesiohenteisilla lateksikaksikerrospintamaaleilla, tulee
käyttää välihionnassa vähintään P400-
karkeuden omaavaa hiomapaperia. Erikoismaalauksia maalattaessa esim.
kaksikerros helmiäisiä tehtäessä hiontakarkeus on
karkeimmillaan P500 - P800. Suositusten mukaan kannattaa
käyttää, kuitenkin aina mahdollisimman hienoa hiomapaperia
sekä menetelmänä epäkeskeistä hiontaa, jotta
hiontajäljet eivät kuultaisi maalin kuivuttua pinnan alta.
![]()
![]()
Pinnan hionta
suoritetaan hiomalla varsinainen pohja- ja hiontamaalattu pinta sekä
mahdolliset siirtymäkohdat. Suoritettaessa ajoneuvon korin hiontaa ei
pohjamaalattua pintaa hiota yleensä erikseen, ellei pinnalle ole
maalausvirheitä, kuten valumia tai roskia.
Hiontamaalattu pinta
hiotaan aina, ellei kyseessä ole märkää märälle
-maalaustekniikka. Välihionnassa tulee olla huolellinen, koska kaikki
jätetyt hiontavirheet tulevat näkyviin pintamaalauksen kuivuttua.
Hiottaessa tulee seurata pinnan tasaisuutta
sekä hiontajäljen yhdenmukaisuutta. Käsihiontaa tulee suorittaa
kuluneella P400- hiomapaperilla tai astetta hienommalla P500- hiomapapereilla,
koska yhdensuuntainen hiontajälki peilaa helpommin mm. erikoismaalauksien
alta. Hiotun maalipinnan sekä hiomattoman maalipinnan ero näkyy
maalipintaa tarkasteltaessa erittäin selvästi mm.
helmiäisillä maalattaessa.
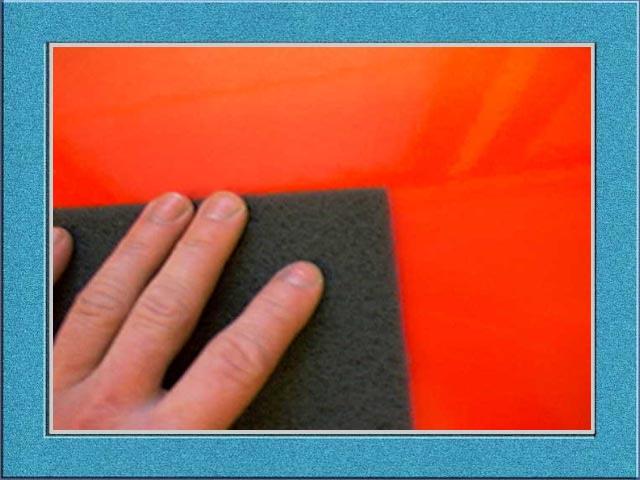
Pintahionta tehdään aina mahdollisimman hienolla paperilaadulla
välillä P800 - P1500 tai esim. hienolla hiontahuovalla
työmenetelmän mukaan. Työmenetelmänä käsihionnan
lisäksi voidaan käyttää konehiontaa
epäkeskohiomakoneilla, jossa voidaan hiomamateriaalina
käyttää edellä mainittuja hiontamateriaaleja.
Pehmeällä nailonverkkolaikalla ja hiontahuovalla ei kuitenkaan voida
poistaa pinnalta pölyjä niiden huokoisuuden ja rakenteen takia.
Pintahionnan tarkoitus on tartunnan muodostamisen lisäksi poistaa pinnan
pienehköt maalausvirheet kuten pölykertymät ja valumat.
Pintahionnat suoritetaan myös monesti kuivahionnan rinnalla vesihiontana,
jolloin pölyn muodostuminen työtilan ilmaan on
vähäisempää.
Hiottaessa esim. pölykertymiä tai valumia voidaan hionta suorittaa
vesissä erityisellä kumialustalla ja kontaktiliimapohjaisella
märkähiomapaperilla, jolla on mahdollista suorittaa pienen alueen
rajoitettu hionta. Hiottaessa maalausvirheitä koneella tulee noudattaa
varovaisuutta, jotta maalipinta ei hioutuisi puhki ja kiillotustyö
epäonnistuisi. Tällöin hiontatehoa voidaan
säätää syöttöilman painetta laskemalla.
Pintahionnan tarkoituksena ollessa vain tartunnan muodostaminen seuraavalle
käsittelylle voidaan hiontamateriaalina käyttää
hiomahuopaa, jolla saatetaan pinta hioa turvallisesti mataksi ilman
läpihionnan pelkoa.
Tuntomerkit |
Syy |
|---|---|
Hiomapaperi tukkiintuu |
hiottava kohde ei ole hiontakuiva |
Maali tai kitti ei tartu alustaan ja irtoaa |
vajaa hionta |
Hiontajäljet näkyvät maalauksen jälkeen |
liian karkea hiomamateriaali |
Hiontajäljet näkyvät maalauksen jälkeen |
sopimaton hiomamateriaali sekä hiontamenetelmä |
Hiontajälkiä korjatun osamaalauksen vieressä |
hionta läpäissyt suojauksen |
Voiteluaine siirtyy alustaan |
hiomakone on ylivoideltu |
Kittaus ei tartu alustaan tai se irtoaa hiottaessa |
pinnan pölyisyys |
Epäsäännöllisiä naarmuja maalipinnassa |
hionnan yhteydessä pinnalle pääsee hiekkaa |
Hiontajäljet näkyvät kiillotuksen jälkeen |
liian karkea hiomamateriaali |